
Krrass customer support team is here to answer your questions. Ask us anything!
Hi, how can I help?
Contents
1. Machine Main Applications and Usage Scope
2. Machine Main Technical Parameter
3. Machine Main Structure
4. Hydraulic System
5. Machine Installation and Debugging
6. Machine Lubrication
7. Safe Operation and Maintenance
8. Ground foundation diagram
1﹒Machine Main Applications and Usage Scope
W12 four roller plate bending machine is produced for metallic plate bending and emendation, which specially suits for metallic plate figuration work. Canister, arc and etc. Work pieces can be bent after one feeding, besides, extensive emendation is also available. W12 four roller plate bending machine is widely used in shipbuilding, boiler, avigation, bridge, hydroelectricity, chemical industry, metal structure, and machinery producing industry.
3﹒Machine Main Structure
3﹒1 Main Structure
The machine is four roller plate bending machine, its structure shown as drawing 1, upper roller as initiative roller, down roller and side rollers as driven rollers; upper roller is fixed, down roller does up and down movement; upper roller is mechanical initiative, while down roller and side rollers are driven by friction from plate and rollers. Down roller and side rollers are driven by hydraulic oil tank to do lifting movement. Upper roller’s ventro-bearing overturn and reset are also driven by hydraulic oil tank. Rollers’ bearing and oil tank are installed on left and right side of machine frame.
Left and right machine framework are the main parts of whole machine, which is totally steel welded, installed on the welded base, and all operations are finished on console.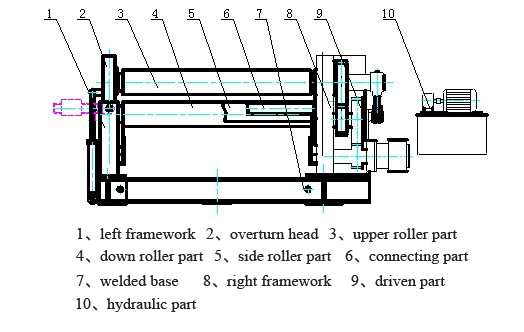
(drawing 1)
Compared to three roller plate bending machine, four roller plate bending machine can finish end pre-bending without other device or mold, and the left straight edge is little; compared to asymmetric three roller plate bending machine, four roller plate bending machine can complete bending without plate turning around. In this way, user can improve work efficiency, guarantee the work piece quality, besides, four roller plate bending machine has simple craft work, convenient operation, and reduce the work strength to a large extent.
3﹒2 Main Driven Structure
The four roller plate bending machine’s upper roller is initiative roller, hydraulic motor drives the upper roller with ratio 5:1 arc gear wheel type reducer, to promise the upper roller roll at 4m/min speed, and complete the feeding action.
3﹒3 Assistant Driven Structure
The four roller plate bending machine’s down roller and side rollers’ lifting, overturn and set are driven by hydraulic device. Down roller and side rollers can timely do up and down movement, also can finish separately up and down movement.
3﹒4 Bending Craft works
Four roller plate bending machine provides various bending craft works, user can choose the favorite one. The following one is for reference, shown as drawing.
A Operate upper roller to make the distance between up buss and down buss a little larger than plate thickness, then operate the feeding side roller to make distance between side roller’s up buss and down roller’s down buss keep in same level, lastly operate the other side roller to make its position between up and down roller.
B Feeding: horizontally feed the plate to make plate end touch with ventro-side roller wholly, then low the side roller to original position.
C Clamping plate tightly and start pre-bending.
Use ventro-side roller to pre-bend the other side of plate, after finish pre-bending the left side, then low the back side roller to original position; then operate the upper roller to bend the plate to the right position shown on drawing, then stop the upper roller, lastly operate the ventro-side roller up to bend the other side of plate.
E Principium bending: adjust ventro and back side roller to appropriate position, operate the upper roller to do principium bending.
F Figuration bending: adjust ventro and back side roller to appropriate position, operate the upper roller to do figuration bending.
G Take out the work piece: after finished whole bending, low the down roller to the lowest position, then work piece gradually lower with the two side rollers to an appropriate position, overturn the head, lifting the work piece , remember to keep same level with upper roller to discharge the work piece .
4﹒Hydraulic System
The four roller plate bending machine’s down roller and side rollers as well as overturn and reset are driven by hydraulic oil tank, and controlled by electromagnetic directional valve switch.
4﹒1 Hydraulic System Adjustment:
4﹒1﹒1 Pump Fountain Adjustment:
4﹒1﹒2 First operating or re-operating after a long time, user should let the oil pump empty work for 5 minutes, then do other actions. When start or stop operating, user should let oil pump unloading.
4﹒1﹒3 Flooding valve 10 and 12 pressure should be 20Mpa, when adjust flooding valve 10, 1DT and 2DT should be electrical powered or use hand spike to withstand the electromagnetism valve’s fault check button; when adjust flooding valve 12, user should adjust the motor with loading, if motor empty works, the pressure will be 0.
4﹒2 Down Roller and Side Rollers’ Adjustment:
4﹒3 Total 3 pairs oil pumps, each pair can work together or separately. The synchronization accuracy should be less than 5%; pressure reducing valve range is 4-15Mpa; if any creeping phenomenon happens when the oil pump firstly works, that must be caused by air in pump. The solving way is come-and –go operate the oil pump to eject the air.
4﹒4 Support Roller and Overturn Oil Pump Adjustment:
4﹒4﹒1 Oil pump working speed should be 1-2m/min, work steadily.
4﹒5 Precaution:
Before starting, user should check the oil tank, the hydraulic oil should be occupied the 80% of tanks volume, the hydraulic oil should use N46 anti-rust oil.
4﹒6 After debugging, as the oil is full of the pipes, the level of oil gets lower, at this time, user should make up the oil in case of pump suction.
4﹒7 Change the hydraulic oil per half year, timely clean the oil inside wall and straining core.
4﹒.8 Common Faults:
| 故障 | Possibel Reasons | Method |
| Noisy Vibration | oil strainer was jammed , oil pump got suction. | Clean or change oil strainer. |
| Low oil temperature, oil pump got suction. | Improve work environment, to warm oil. | |
| High viscidity oil, oil pump got suction. | Choose right viscidity oil. | |
| Oil pipe got vibration. | Use pipe filter | |
| Oil pump heat much | Oil pump got broken | Repair or change |
| System pressure can’t set up | Poor contact, the electromagnetic valve act up | Check the electrical system |
| electromagnetic valve act up | Clean or change | |
| overloading | Hydraulic unilateralism valve broken | Clean or change |
5﹒Machine Installation and Debugging
5﹒1 Machine Installation
5﹒1﹒1 After qualified the machine, packed and shipped, user check according to packing list. All elements are good.
5﹒1﹒2 According to the base drawing make a construction, if user’ local geologic compression resistance is less than 2×10²Pa, user can make self-design. The base machine level should 1m higher than workshop plinth.
5﹒1﹒3 When installed machine, use inclined iron to make leveling. On the base freely direction, the horizontal wind age should be less than 0.5mm per one meter. Then install the foot bolts, and make second casting.
5﹒1﹒4 Firstly install the main body, then install the main drive part, lastly install hydraulic system and electrical connection.。
5﹒1﹒5 Once finished foot casting, then screw down the foot bolts, then debugging.
5﹒2 Run-in Machine
First run-in, then operate the plate bending.。
5﹒2﹒1 Preparation before Run-in:
5﹒2﹒2 Empty Run-in:
Procedure
1) Start oil pump, after go into normal situation, and good lubrication, operate down roller and side rollers within its own 1/2 journey, once the roller driven oil tank can timely do up and down movement, then do all journey check.
2) Test of side roller inclined lifting.
3) Overturn and reset.
4) Test upper roller CW and CCW, emergency stop.
Run-in Check
6﹒Machine Lubrication
Reasonably lubricate the driven parts and slide surface. It is the right way to reduce power consuming and increase the machine work life .
6﹒1 Lubrication Way
Box type lubrication, timely infusing lubrication and self lubrication axletree. Shown as drawing a.
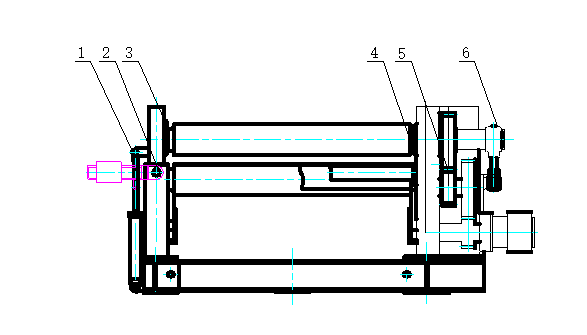
Drawing a
Axis pin 1, infusing oil per week.
Upper roller main initiative gear wheel type reducer 5, coat with lubricating fat per half year.
Overturn axis 2, upper roller axis neck 3, balance bearing 6, slide part’s guiding surface 7, use self lubrication axletree, when install or repair, infuse some lubricating fat.
6﹒2 Choose right model lubrication oil.
6﹒2﹒1 Preparation before Debugging
Roller’s steel back bearing is lubricated by Calcium lubrication fat(GB491—65)。
6﹒3 Precaution:
Before working, do good lubrication.
After 150 hours, clean all lubricating system, then do whole cleaning per year.
7﹒Safe Operation and Maintenance
7﹒1 Safe Operation Item
7﹒1﹒1 Operator should be familiar with machine structure, performance, use way of control system and bending process, obey to the safe operation items.
7﹒1﹒2 Before start or stop, all electrical system should reset to original position.
7﹒1﹒3 During working, check frequently the lubricating part to make sure enough oil kept.
7﹒1﹒4 During empty run-in, if any noise, punching, vibration or leaking, operator should stop to check.
7﹒1﹒5 During using, check the driven part and connecting part, keep tight and make sure no broken.
7﹒1﹒6 Not allowed to bend the unmodified welded and un-straightened plate.。
7﹒1﹒7 The plate should keep perpendicularity with roller center line.
7﹒1﹒8 During bending, plate should keep synchronization with roller’s rolling, no slide.
7﹒1﹒9 During bending, not allowed timely lifting of down roller and side rollers.
7﹒1﹒10 Not allowed to finish bending the radius by one time, especially for thick plate.
7﹒1﹒11 Ensure low the down roller and side rollers down to the lowest position, then overturn.
7﹒2 Machine Maintenance
Correctly and reasonably maintenance the machine to expand the work life, and save the repairing fee. Keep in mind the following points:
7﹒2﹒1 Strictly complement the lubricating rule, ensure good lubricating.
7﹒2﹒2 Make terminal check and repair plan.
7﹒2﹒3 All rapid wear elements should be timely changed after loss the basic requirement.
7﹒2﹒4 Notice the temperature, the oil tank temperature should low than 60℃.
7﹒2﹒5 Terminal check the hydraulic driven system, clean or change the disabled hydraulic parts. Keep suitable oil tank temperature, try to reduce the pollution of oil, check the hydraulic oil situation per half year.
7﹒2﹒6 Earthing all electrification parts in electrical system. Terminal check the main components, timely change the broken parts.
7﹒2﹒7 Not allowed to stack materials and oxidation plate.
![]()
Masters in industrial manufacturing with 25 years of experience and 10+ awards!


