
Krrass customer support team is here to answer your questions. Ask us anything!
Hi, how can I help?
The hydraulic press brake is a kind of machine which can bend thin plates. Its structure mainly includes bracket, worktable and clamping plate. The worktable is placed on the bracket. The worktable is composed of base and pressing plate. The base is connected with the clamping plate by hinge. The base is composed of seat shell, coil and cover plate. The coil is placed in the depression of the seat shell, and the top of the depression is covered with a cover plate. When in use, the coil is electrified by the wire, and after being electrified, the pressing plate is attracted, so as to realize the clamping of the thin plate between the pressing plate and the base. Due to the use of electromagnetic force clamping, the pressing plate can be made into a variety of workpiece requirements, and the workpiece with side wall can be processed, and the operation is very simple.
Now we will focus on the difference between torsion shaft press brake and numerical control press brake according to different synchronous modes.
According to different systems, torsion bending machine can be divided into simple torsion bending machine and numerical control torsion bending machine. The difference between the two machines mainly comes from the system. The simple torsion axis bending machine system adopts E21 and E200 controllers. This machine controls the Y-axis and controls the angle through the distance of the cylinder. There is no mold library and angle editing. CNC twist axis bending machine they use Estan E300, delem da41s, cybelec cybtouch 8p, this machine control with mold library and angle programming, when you need to bend a certain angle, as long as the mold allows, you only need to input the angle directly, the system will automatically calculate the bending machine up mold down distance to achieve the entered bending angle.
The mechanical balance axis is used to force the synchronization of the press brake, which has low synchronization precision, no error feedback, and the bending slider has poor anti deflection load.
The torsion shaft synchronous bending machine is relatively cheap, which is suitable for the production of the processing society with low accuracy requirements.




The situation of each factory is different. Different customers have different demands for workpiece processing and different requirements for bending efficiency. There is no complete saying which is good or which is bad. Only by adjusting measures to local conditions and choosing a bending machine suitable for their own factory is the correct solution.
Both sides of the main cylinder synchronous use of Germany imported electro-hydraulic servo valve and Germany Heidenhain grating ruler to form a closed-loop control, accurate feedback, accurate operation of the slider, so that the bending accuracy, slider repeat positioning accuracy is high.
The main difference between electro-hydraulic servo CNC press brake and ordinary NC press brake lies in whether it has feedback closed loop and whether it has electro-hydraulic bending machine compensation; The biggest difference is that the structure of the two sides of the bending slider to ensure synchronization is different. The torsion shaft is synchronized by connecting the two cylinders at the same time, and the electro-hydraulic servo is synchronized by the servo synchronization valves on both sides.
Apart from the high price, there are no other disadvantages.





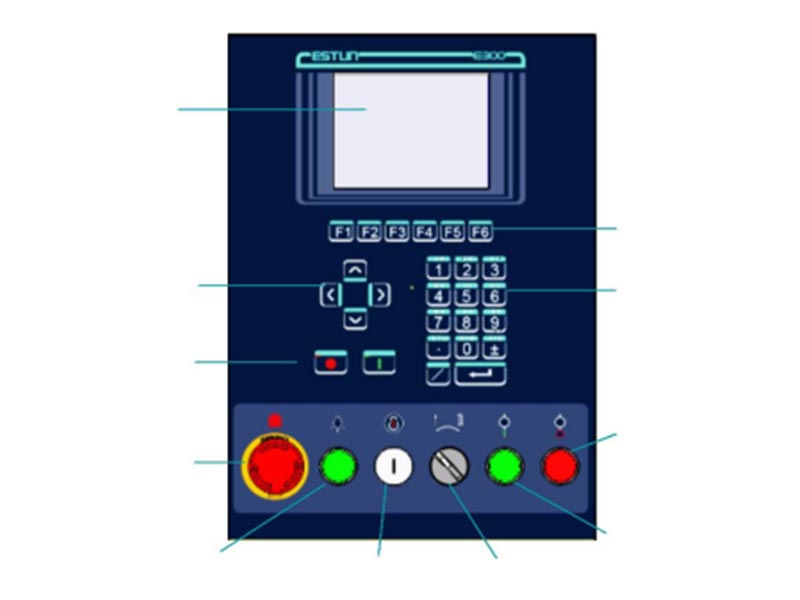
Large, vivid and high-contrast fully touchscreen.
Simple pages, clear display, large keys.
Intuitive user-friendly interface.
Complete programming for efficient mass-production with multiple bends.
Easy single bends with EasyBend page.
On-line help and interactive warning pop-ups.
Comfortable wireless data backup and software updating using PC or Notebook.
Large variety of languages available.
When you buy a bending machine, you must shop around. The price of the bending machine is expensive, ranging from US $20000 to US $100000. The ability to resist risks is relatively weak. When you buy a bending machine, you should make a choice from the aspects of service, operation and system to avoid stepping on thunder.
See the table below:
| Torsion shaft synchronous bending machine (NC press brake) |
Electro hydraulic synchronous bending machine (CNC press brake) |
|
| Principle | NC press brake relies on mechanical balance shaft to force synchronization | The main cylinder on both sides is controlled synchronously by the hydraulic control system such as proportional electro-hydraulic servo valve and grating ruler. |
| Synchronous structure |
Torsion bending machine (hydraulic bending machine), three cylinder (four cylinder, eight cylinder) torsion bending machine, double machine linkage torsion bending machine. |
Electro hydraulic servo CNC bending machine, four axis (six axis) electro-hydraulic servo bending machine. |
| Synchronous effect |
Because the up and down positions of the left and right cylinders are not completely consistent, the synchronization effect is poor and the error is large | Hydraulic system and numerical control system form closed loop, which makes bending machine speed fast and accuracy accurate. |
| Operation | It is necessary to adjust the mechanical stop of the main oil cylinder by bending to achieve the bending angle of the workpiece | As long as the material thickness and length of the sheet are input, the bending force required can be automatically calculated and generated |
| CNC system | E21,E300,E200P,DA41S,CT8 | DA53T, DA58T,DA66T, DA69T,CT12,CT15 |
| Bending accuracy |
Synchronous structure is fixed, no adjustment function, poor bending accuracy. | Two grating rulers are installed next to the two bending cylinders to realize the real-time error feedback function. |
| Bending speed |
Slow speed, only meet the general and occasional bending needs. | The speed of electrohydraulic is about twice that of the torsional shaft, which can meet the bending demand of complex bending once forming |
| Positioning accuracy |
The difference of synchronization results in poor positioning accuracy | The difference of synchronization results in better positioning accuracy |
| Control Axis | Up to 2 + 1 axes can be controlled | It is not controlled by the range of axis number, At least 3 + 1 axis |
| Price | Chearper price,high cost performance | High cost and higher price |
![]()
Masters in industrial manufacturing with 25 years of experience and 10+ awards!


